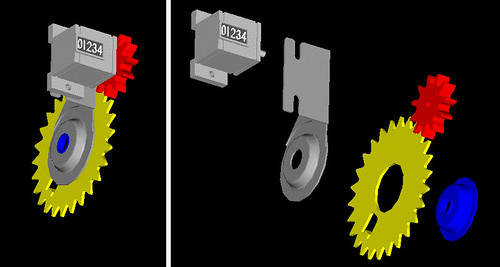
Hello to everybody, here some details about the problem I had to mount JOL (the one with metal gear).
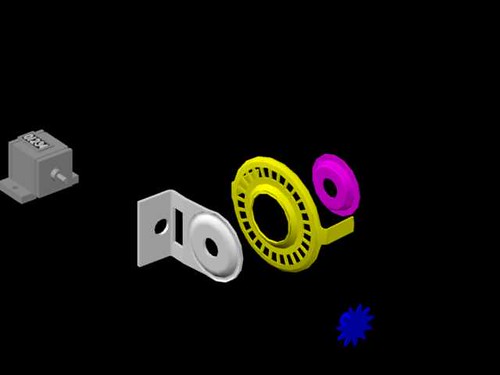
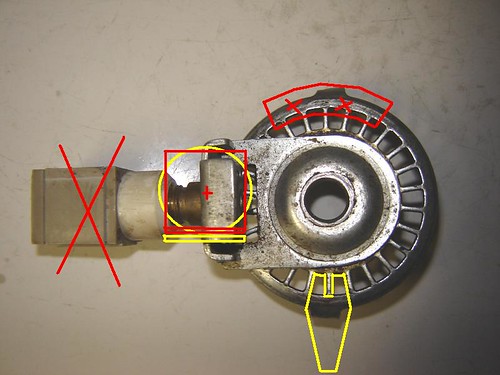
The major problem is related to the assemply wheel's hub / fork.
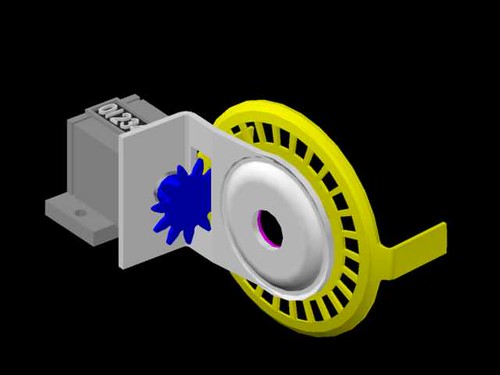
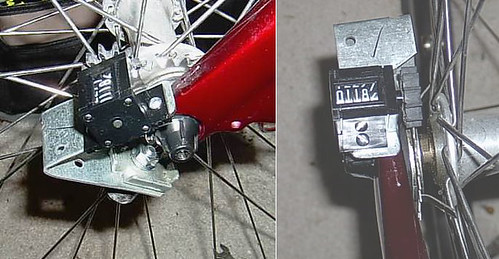
The space to host the JOL is not enough, only 4.5 mm, if I insert the JOL I'v not anymore place for the fork.

And also to space between the JOL and the spoke is too large, no contact with the JOL gear.
I've try to enlarge the hole of the JOL in order to install it more closer to the spoke, but then the gear guide was disassemby, there was friction to the hub, and also contact to the fork.

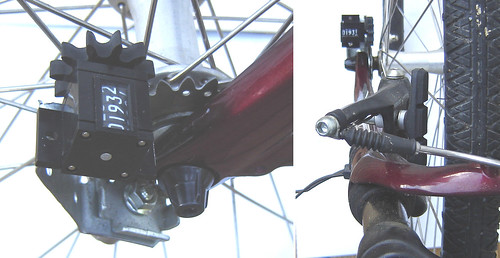
This was with my road bike. Was worse with my MTB.
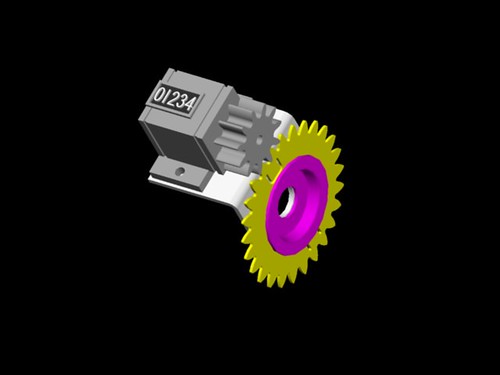
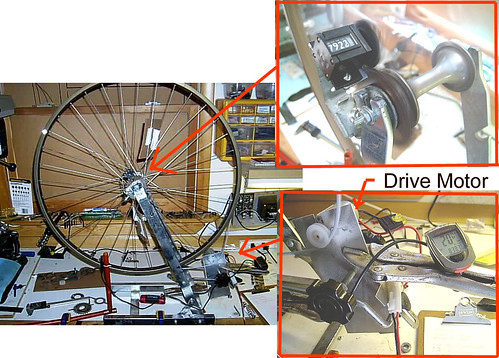
At the end I try with a low cost MTB of my sister and then, with some small modification, the JOL work fine.

As Stu Rigel say, low-tech bikes are quite adequate for road-course measuring, but it's a shame to leave the good one in the garage :-) or to buy a new bike (or only a new wheel) only because we can't mount the counter.
Electronic counter could be a nice solution when it will be accepted as measuring device, this means that must be solved also the back and forward counting.
(I've also a GPS Garmin EDGE 305 mounted, to combine with the JOL measure)
Nice solution could be the "hybrid" with electronic display (i.e.
Veeder-Root A103-001) and mechanical gear. But remain the problem of mounting in some bikes.
In any case, I think you are in the good direction to develop a new counter.
If my input can help you, I don't know, eventually we can furthermore develop a new version of the counter after the release of the next generation you are developping now.
Regards,
Fabio