EASY-READING COUNTER DESIGN CONCEPT
Tom stopped by for a visit last weekend and we had a chance to discuss the evolution of a new counter. We agreed that readability was important, and talked about various ways to achieve it. Tom’s original redesign is almost ready to go, but since initial tooling will be a significant cost Tom decided that it would be best to take some time to be sure that what is finally produced will be the best that he can do.
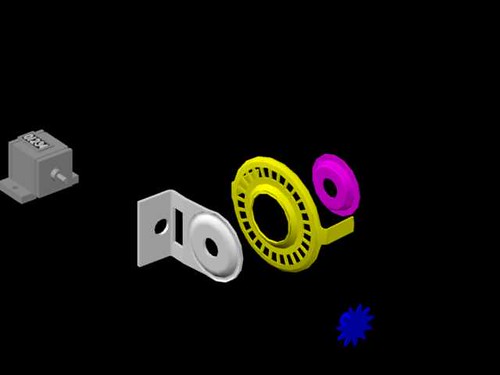
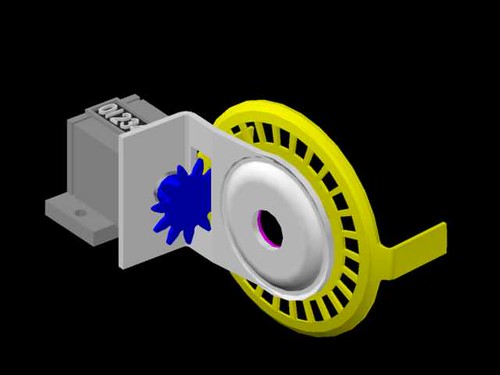
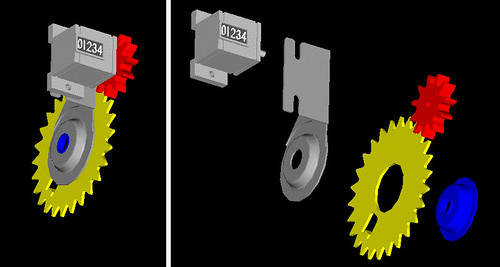
Here is a new concept for a counter design. It is pretty raw now, but Tom is working on a working prototype model.
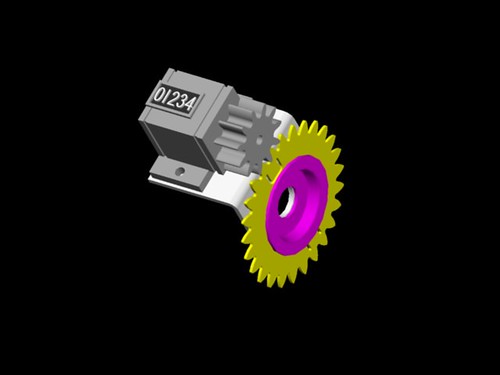
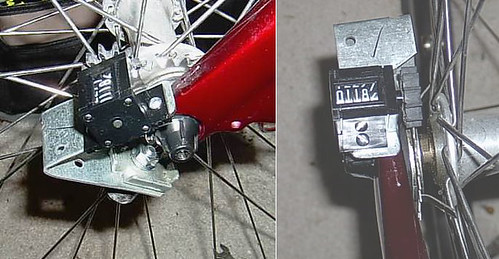
The new design allows the counter to be read normally (text horizontal) instead of having the numbers appear rotated 90 degrees as in existing counters. You read the counter directly, from left to right.
The counter uses the same basic design as at present except for the following:
1) The outer rim of the large gear is removed, allowing the protruding stubs to act as driver pins for the delrin gear mounted to the counter shaft.
2) A driving tang is incorporated. It is seen at the bottom of the picture.
3) The counter is mounted on a bent tab incorporated in the present counter support chassis. In the picture the counter is seen looking at its non-driven end. A gear is mounted to the shaft on the driven end. The readout will be viewed looking at the top of the red square, and the numbers will read from left to right. The view of the readout will be the same as on my chain-driven prototype.
4) A gear ratio of 11/26 is used, giving 23.636363 counts per revolution, the same as with the original Jones/Oerth counter. This odd ratio provides a “hunting tooth” which distributes wear uniformly.
5) The 11 tooth delrin or nylon gear is mounted to the Veeder-Root counter with a small setscrew. Width of the delrin or nylon gear is ¼ inch, to accommodate a certain amount of back-and-forth wobble of the metal driver gear.
6) The counter is mounted in the same way as the original. It is all one assembly.
Tom is preparing a better rendering of the concept.
As Tom works, and I do not, you will see updates coming from me as well as Tom.
Comments on the design are welcome.