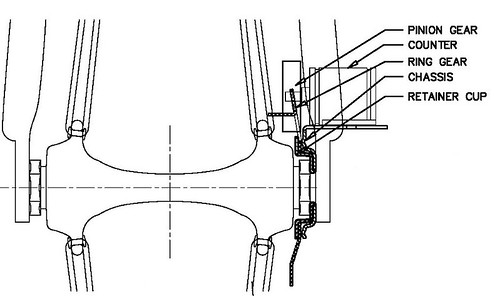
COUNTER SHOWN IN CROSS-SECTION

TOP AND SIDE VIEW
A new section of the Bulletin Board has been created for discussion of this new counter. Please keep discussions on topic. The moderator will move any discussions that do not relate specifically to the new counter.